Tel: 0086-13632687993
Tel: 0086-13632687993  Email: roto@lightvenus.com
Email: roto@lightvenus.com

 Home
HomeHow to Prevent Warping During the Cooling in Rotational Molding Process
 Jun 08,2025
Jun 08,2025

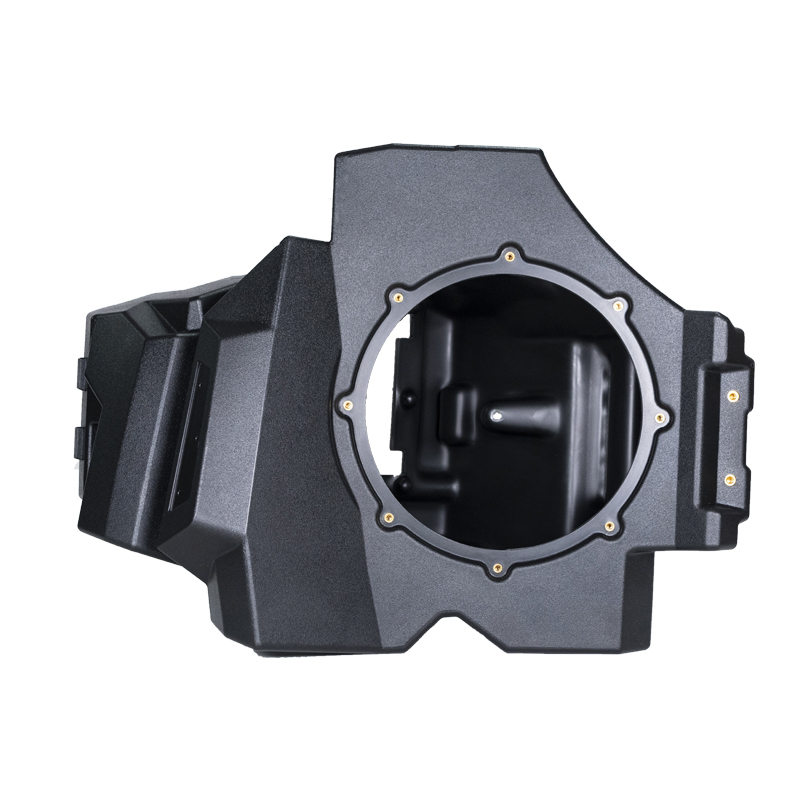
How to Prevent Warping During the Cooling in Rotational Molding Process
In the rotational molding process, warping during the cooling stage is a common and troublesome issue that can significantly affect the quality and dimensional accuracy of the final product. Warping occurs due to uneven cooling rates and internal stress buildup within the molded part, leading to deformation that may render the product unusable or require costly post - processing corrections. To ensure high - quality rotational molded products, it is crucial to implement effective strategies to prevent warping during cooling.
1. Optimize Mold Design
1.1 Uniform Wall Thickness
One of the primary factors influencing warping is the wall thickness of the molded part. Inconsistent wall thicknesses cause differential cooling, as thicker sections cool more slowly than thinner ones. To avoid this, designers should strive for a uniform wall thickness throughout the mold design. This can be achieved through careful CAD modeling and simulation, which can predict the cooling behavior of different wall thicknesses and suggest optimal designs. For example, if a product has complex geometries with some protruding sections, the designer should adjust the wall thickness in those areas to match the rest of the part as closely as possible.
1.2 Reinforcement Structures
Including reinforcement structures in the mold design can help reduce warping. Ribs, bosses, and flanges can be strategically placed within the mold to provide additional structural support. These features distribute the internal stresses generated during cooling more evenly across the part. For instance, in a large rotational molded container, adding circumferential ribs along the sides can prevent the walls from bowing inward or outward during the cooling process.
2. Control the Cooling Process
2.1 Cooling Rate Management
The cooling rate plays a vital role in preventing warping. A too - rapid cooling rate can cause significant internal stress, while a too - slow rate may increase production time unnecessarily. To find the optimal cooling rate, it is necessary to understand the thermal properties of the material being used. For example, polyethylene, a commonly used material in rotational molding, has specific heat transfer characteristics. Manufacturers can use cooling jackets or forced - air cooling systems and adjust the flow rate of the coolant or the speed of the air to control the cooling rate precisely. Additionally, a staged cooling approach can be beneficial. This involves starting with a relatively fast cooling rate to quickly bring the part to a certain temperature and then gradually reducing the cooling rate to allow for more even stress relaxation.
2.2 Even Cooling Distribution
Ensuring an even distribution of the cooling medium (such as water in cooling jackets or air in forced - air systems) is essential. Uneven cooling can occur if there are blockages in the cooling channels, or if the airflow or coolant flow is not evenly distributed around the mold. Regular maintenance of the cooling system, including cleaning the channels and checking for leaks, is necessary. In the case of forced - air cooling, proper placement of the air nozzles around the mold can help achieve a more uniform cooling effect.
3. Select Appropriate Materials
3.1 Material with Low Shrinkage
The choice of material can have a profound impact on warping during cooling. Materials with low shrinkage rates are less likely to warp. For example, engineering plastics like polypropylene with additives can have reduced shrinkage compared to standard polyethylene. When selecting a material, manufacturers should consider its thermal expansion coefficient, crystallinity, and melt flow index. Materials with lower thermal expansion coefficients will experience less dimensional change during cooling, reducing the risk of warping.
3.2 Material Additives
Additives can be incorporated into the base material to improve its properties during cooling. For instance, fillers such as glass fibers or talc can enhance the stiffness of the material and reduce its tendency to warp. These additives help distribute the internal stresses more evenly and also improve the overall mechanical properties of the molded part. However, the addition of additives should be carefully controlled, as excessive amounts may affect other properties such as the surface finish or the processability of the material.
4. Post - Cooling Treatment
4.1 Annealing
Annealing is a post - cooling heat treatment process that can relieve internal stresses in the molded part. After the part is cooled to room temperature, it is heated to a specific temperature below its melting point and held at that temperature for a certain period before being slowly cooled again. This process allows the molecular chains in the plastic to relax, reducing the internal stresses that cause warping. The annealing temperature and time depend on the material used and the size and complexity of the part.
4.2 Stress - Relieving Techniques
In addition to annealing, other stress - relieving techniques can be employed. For example, applying external pressure to the part during or after cooling can help counteract the internal stresses. This can be done using mechanical presses or fixtures that hold the part in its desired shape while it cools or after it has cooled.

By taking these measures, rotational molding manufacturers can produce high - quality rotational molded products with minimal warping, reducing waste and improving production efficiency.
 What are the Advantages of Rotational Moulding in the Production of Medical Equipment
What are the Advantages of Rotational Moulding in the Production of Medical Equipment
 You May Also Like
You May Also Like




 Tel
Tel
0086-13632687993
 Email
Email
roto@lightvenus.com
 Address
Address
No. 1, Chuangying Road, South Industrial Avenue, Xiaolan Town, Zhongshan City, Guangdong, China
Sophy.Zhong
 Whatsapp
Whatsapp