Tel: 0086-13632687993
Tel: 0086-13632687993  Email: roto@lightvenus.com
Email: roto@lightvenus.com

 Home
HomeWhat Are the Key Post-Demolding Inspection Points in Rotational Molding?
 May 12,2025
May 12,2025

What Are the Key Post-Demolding Inspection Points in Rotational Molding?
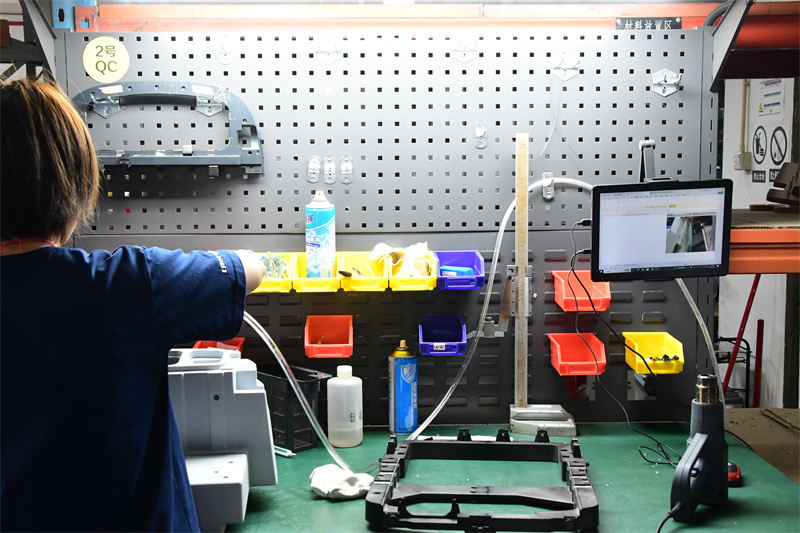
Post-demolding inspection is a crucial step to ensure rotomolded product quality. Below are the key post-demolding inspection points in rotational molding
1. Surface Quality
One of the first aspects to examine after demolding is the surface quality of the product. A smooth and defect - free surface is not only aesthetically pleasing but also indicates proper processing during the rotomolding stage. Look for any signs of roughness, bubbles, or sink marks on the surface. Roughness can be caused by factors such as improper mold temperature, insufficient cooling, or the presence of contaminants in the molding material. Bubbles may form due to trapped air during the molding process or moisture in the raw materials. Sink marks, on the other hand, often result from uneven cooling or insufficient material flow. By carefully inspecting the surface, potential issues can be identified early, allowing for corrective actions to be taken.
2. Wall Thickness
Consistent wall thickness is a critical factor in the performance and durability of rotomolded products. Variations in wall thickness can lead to structural weaknesses and reduced product lifespan. To check the wall thickness, specialized tools such as ultrasonic thickness gauges can be used. These gauges provide accurate measurements at multiple points across the product. It is important to ensure that the wall thickness meets the design specifications throughout the entire product. Deviations from the specified thickness may be due to factors like mold design flaws, incorrect rotation speed during the molding process, or inconsistent heating and cooling cycles. Monitoring and controlling wall thickness during post - demolding inspection helps maintain the integrity of the product.
3. Dimensional Accuracy
Another key inspection point is the dimensional accuracy of the rotomolded item. The product should match the design dimensions as closely as possible to ensure proper fit and function. Using measuring tools such as calipers, micrometers, and coordinate measuring machines (CMMs), manufacturers can precisely measure various dimensions of the product, including length, width, height, and diameter. Any discrepancies between the measured dimensions and the design specifications may indicate problems with the mold, the molding process parameters, or material shrinkage. Identifying and rectifying dimensional inaccuracies promptly can prevent issues such as assembly problems or non - compliance with customer requirements.
4. Structural Integrity
The structural integrity of the rotomolded product is of utmost importance, especially for applications where the product will be subjected to stress, pressure, or impact. Visual inspection can reveal signs of cracks, fractures, or weak joints. In addition, non - destructive testing methods such as dye penetrant inspection or X - ray inspection can be used to detect internal flaws that may not be visible to the naked eye. Cracks can occur due to excessive stress during the molding process, improper cooling, or material degradation. Weak joints may result from insufficient fusion of the material at the mold seams. By thoroughly evaluating the structural integrity, manufacturers can ensure that the products are safe and reliable for their intended use.
5. Color and Appearance Consistency
For products where color and appearance are important, such as consumer goods or promotional items, color and appearance consistency is a crucial inspection point. The color of the product should match the specified color standards, and there should be no significant variations in shade or hue across the product. Any color discrepancies may be due to inconsistent pigment mixing, variations in the molding temperature, or problems with the raw material batch. In addition to color, the overall appearance of the product, including surface texture and gloss, should be consistent. By carefully inspecting color and appearance, manufacturers can meet customer expectations and maintain brand consistency.
6. Material Compatibility
In some cases, rotomolded products may be made from multiple materials or come into contact with other substances during their intended use. It is important to ensure that the materials used in the rotomolding process are compatible with each other and with any substances that the product will encounter. Compatibility issues can lead to chemical reactions, degradation of the material, or performance problems. For example, if a rotomolded container is intended to hold a specific chemical, the plastic material used in the container should be resistant to that chemical. Material compatibility can be verified through laboratory testing or by referring to material compatibility charts.
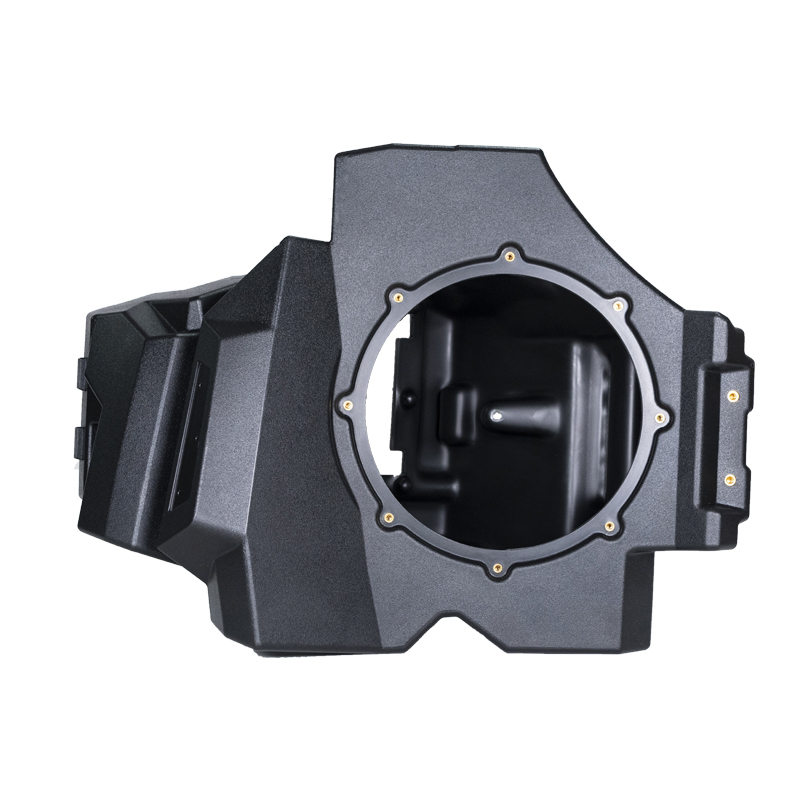
By carefully examining surface quality, wall thickness, dimensional accuracy, structural integrity, color and appearance consistency, and material compatibility, rotational molding manufacturers can identify and address potential issues early, reducing the risk of product defects and customer dissatisfaction.
 What are the Causes of Sticking and Jamming in the Rotational Molding Process
What are the Causes of Sticking and Jamming in the Rotational Molding Process
 You May Also Like
You May Also Like




 Tel
Tel
0086-13632687993
 Email
Email
roto@lightvenus.com
 Address
Address
No. 1, Chuangying Road, South Industrial Avenue, Xiaolan Town, Zhongshan City, Guangdong, China
Sophy.Zhong
 Whatsapp
Whatsapp